

 English
English русский
русский Español
Español

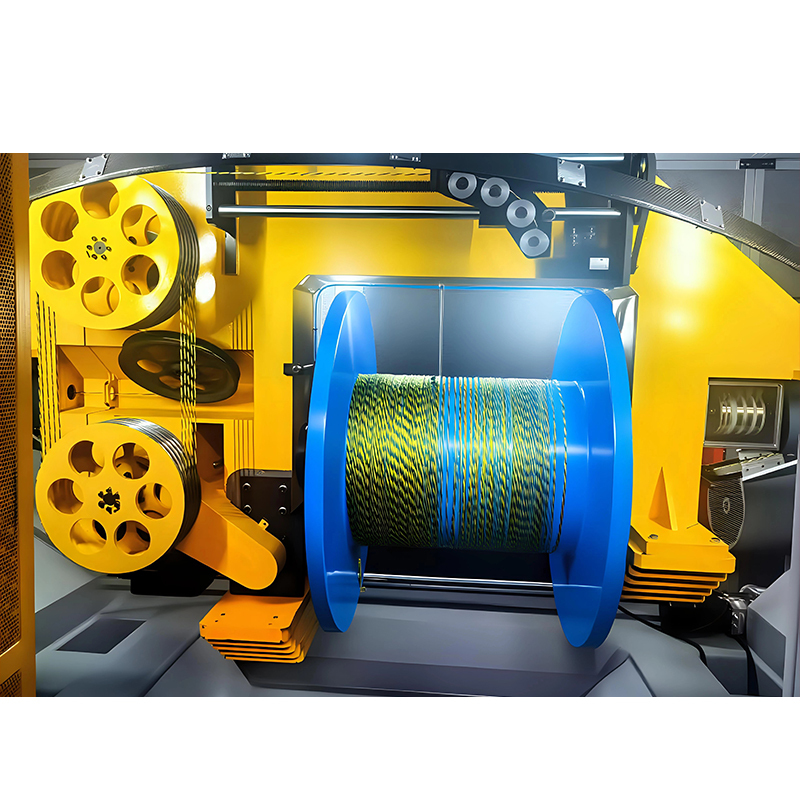
Крутильная машина — это промышленное устройство, которое скручивает или спирально скручивает несколько отдельных проводов, проводников или волоконных прядей вместе в единую кабельную конструкцию. Это базовое оборудование практически для каждого силового кабеля, телекоммуникационной линии и специального троса в современной инфраструктуре. От электрических кабелей внутри стен вашего дома до высоковольтных линий электропередачи, протянувшихся на сотни миль, от подводных оптоволоконных кабелей до лифтовых тросов — все эти продукты обязаны своей структурной целостностью и электрическими характеристиками прецизионному проектированию. крутильная машина .
Контент
- 1 Что такое крутильная машина? Определение и основная функция
- 2 Как работает крутильная машина? Пошаговый процесс
- 3 Типы крутильных машин: какая конструкция подходит для вашего продукта?
- 4 Основные технические параметры крутильной машины
- 5 Применение крутильных машин в основных отраслях промышленности
- 6 Крутильная машина и кабельная машина: в чем разница?
- 7 Руководство по покупке крутильной машины: ключевые факторы, которые следует оценить перед покупкой
- 8 Стандарты качества и испытания многожильных проводников
- 9 Часто задаваемые вопросы о крутильных машинах
- 9.1 Вопрос: В чем разница между крутильной машиной и машиной для волочения проволоки?
- 9.2 Вопрос: Почему в большинстве случаев многожильный провод лучше, чем одножильный?
- 9.3 Вопрос: Сколько проводов может обрабатывать скруточная машина одновременно?
- 9.4 Вопрос: Какое обслуживание требует крутильная машина?
- 9.5 Вопрос: Может ли скруточная машина производить алюминиевые проводники так же хорошо, как и медные?
- 9.6 Вопрос: Что такое обратная скрутка в крутильной машине и почему она имеет значение?
- 10 Заключение: почему крутильные машины остаются центральным элементом современного производства кабеля
Что такое крутильная машина? Определение и основная функция
Крутильная машина — это прецизионная производственная система, предназначенная для объединения нескольких отдельных проводов или нитей путем скручивания их вместе по контролируемой спиральной схеме, в результате чего получается многожильный проводник или кабель, который механически прочнее, гибче и электрически превосходит один сплошной провод эквивалентного поперечного сечения.
Фундаментальный принцип, лежащий в основе крутильная машина Все просто: отдельные отводы проволоки (бобины или катушки) монтируются на вращающихся рамах или флаерах, и во время работы машины вращение этих рамок приводит к тому, что отдельные проволоки накладываются по спирали вокруг центрального сердечника или друг вокруг друга. В результате получается многожильный продукт, механические и электрические свойства которого определяются длиной свивки (шагом), количеством жил, диаметром проволоки и геометрией скрутки.
Крутильные машины используются для производства:
- Многожильные медные и алюминиевые проводники для силовых кабелей и электропроводки
- Стальные тросы для кранов, лифтов, подвесных мостов и морских причалов
- Сердечники оптоволоконного кабеля для телекоммуникаций и передачи данных
- Бронированные кабельные сборки для подводного, горнодобывающего и военного применения
- Специальность дирижеры например, ACSR (алюминиевый проводник, армированный сталью) для воздушных линий электропередачи.
Как работает крутильная машина? Пошаговый процесс
Крутильная машина работает путем подачи отдельных прядей проволоки с вращающихся кассет через ряд направляющих матриц и закрывающую матрицу, где они стягиваются вместе и скручиваются в окончательную спиральную конфигурацию под контролируемым натяжением.
Этап 1: Вознаграждение и контроль напряжения
Отдельные катушки проволоки или бобины загружаются в раздаточную систему машины. Каждая шпулька подает одну нить проволоки. Натяжные тормоза или активные системы балансира поддерживают постоянное, индивидуально контролируемое натяжение каждого провода — обычно в пределах ±2% от заданного значения — для предотвращения неравномерной укладки, обрыва провода или деформации проводника в процессе скрутки.
Этап 2: Предварительное формование и направляющие системы
Во многих высококачественных крутильная машинаs , отдельные проволоки проходят через инструменты предварительного формования, прежде чем достичь закрывающей матрицы. Предварительная формовка слегка сгибает каждый провод в том направлении, в котором он будет двигаться в последней пряди, уменьшая внутренние напряжения в готовом кабеле и повышая гибкость. Направляющие кольца и ролики направляют каждую прядь в правильное угловое положение перед закрытием.
Этап 3: Заключительный кубик
Все отдельные жилы сходятся в замыкающей матрице — прецизионно обработанном инструменте из твердого сплава или закаленной стали с центральным отверстием, размер которого соответствует внешнему диаметру конечного многопроволочного проводника. Замыкающая матрица сжимает жилы до их окончательной геометрии поперечного сечения: круглой, секторной или компактной (конструкция Milliken для очень больших проводников).
Этап 4: прием и намотка
Готовый многожильный провод выходит из закрывающей головки и наматывается на приемную бобину или барабан с помощью намоточной системы с приводом от шпиля. Скорость намотки, синхронизированная со скоростью вращения крутильных рамок, определяет длину свивки (шаг) скрутки — важнейший параметр качества. Современный крутильная машинаs используйте системы управления с замкнутым контуром с сервоприводом, которые поддерживают точность длины свивки с точностью до ±0,5 мм на протяжении всего производственного цикла.
Типы крутильных машин: какая конструкция подходит для вашего продукта?
Существует пять основных типов крутильных машин — трубчатые, планетарные (жесткие), дуговые (скиповые), скруточные и барабанные — каждый из которых оптимизирован для конкретных типов проволоки, скорости производства и конструкции кабеля.
1. крутильная машина для труб
Трубчатый крутильная машина является наиболее широко используемой конструкцией в проводной и кабельной промышленности. Отдельные катушки с проволокой монтируются внутри вращающейся металлической трубки («люльки» или «клетки»). Когда трубка вращается, провода укладываются по спирали вокруг центрального элемента. Трубчатые машины могут обрабатывать от 6 до 61 и более бобин на слой и способны производить многослойные конструкции. Типичная скорость линии составляет 20–120 м/мин, а некоторые высокоскоростные модели достигают 200 м/мин для работы с тонкой проволокой. Они являются стандартным выбором для многожильных медных жил силовых кабелей сечением от 1,5 мм² до 1000 мм².
2. Планетарная (жесткая) крутильная машина.
В планетарной крутильной машине бобины установлены на вращающейся раме, но удерживаются во вращающемся положении относительно рамы машины с помощью планетарной системы передач — это означает, что сами бобины не вращаются, а вращается только несущая их рама. Это исключает обратное скручивание готовой пряди, что имеет решающее значение для производства стальных канатов, армированных кабелей и изделий, в которых отдельные проволоки должны сохранять свою первоначальную прямую форму. Планетарные машины медленнее (обычно 5–30 м/мин), но производят геометрически точные конструкции канатов с низким остаточным напряжением.
3. Луковая (скиповая) крутильная машина
В скручивающей машине используется вращающаяся «дуга» или рычаг, который переносит проволоку со стационарной отводной бобины и наматывает ее на центральный элемент. Поскольку возвратные катушки неподвижны, эта конструкция рассчитана на очень большие и тяжелые катушки, вращать которые в трубчатой машине было бы непрактично. Луковые крутильщики широко распространены при производстве брони из стальной проволоки, брони кабелей среднего напряжения и других изделий большой толщины. Типичная скорость линии варьируется от 5 до 40 м/мин, а конструкция естественным образом подходит для нанесения лент, наполнителей и подкладочных слоев одновременно с наложением проволоки.
4. Пакетировочная машина
Машина для скрутки (также называемая скручивающей машиной) скручивает несколько тонких проволок вместе, не сохраняя постоянного направления свивки или геометрического расположения — провода просто скручиваются в случайную или полуслучайную спираль. Это позволяет получить наиболее гибкий многожильный проводник для таких применений, как гибкие шнуры, сварочный кабель, акустический провод и автомобильные жгуты проводов. Пакетировочные машины работают на очень высоких скоростях — обычно со скоростью 400–1500 об/мин — и предназначены для проволоки тонкого диаметра от 0,05 мм до 0,5 мм.
5. Барабанная крутильная машина (СЗ Скрутка)
Крутильная машина SZ (также называемая осциллирующей скруткой или барабанной крутильной машиной) не вращает всю отводящую систему. Вместо этого он применяет к элементам кабеля поочередное скручивание влево и вправо, используя возвратно-поступательные колебания. Эта революционная конструкция позволяет скручивать кабели на очень высоких скоростях (до 500 м/мин для оптоволоконных кабелей со свободной трубкой) благодаря отсутствию вращающихся масс. Скрутка SZ является доминирующей технологией производства волоконно-оптических кабелей, а также используется для низковольтных силовых кабелей, кабелей управления и кабелей передачи данных. Переменное направление укладки создает узор «SZ», который позволяет открывать и повторно закрывать готовый кабель, не распутывая его во время операций соединения.
| Тип машины | Типичная скорость | Диапазон проводов | Основное приложение | Назад-поворот |
| трубчатый | 20–200 м/мин | 0,3–5,0 мм диам. | Жилы силового кабеля | Да |
| Планетарный (жесткий) | 5–30 м/мин | 1,0–10,0 мм диам. | Трос, бронированный кабель | Нет |
| Лук (Пропустить) | 5–40 м/мин | 1,0–8,0 мм диам. | Тяжелая броня, ACSR | Нет |
| Группировка | 400–1500 об/мин | 0,05–0,5 мм диам. | Гибкие шнуры, автопроводка | Да |
| SZ / Барабанная крутка | До 500 м/мин | Свободные трубки, тонкая проволока | Оптоволокно, кабель для передачи данных | Нет |
Таблица: Сравнение пяти основных типов крутильных машин по скорости, диапазону диаметров проволоки, применению и характеристикам обратной скрутки.
Основные технические параметры крутильной машины
Наиболее важными техническими параметрами любой крутильной машины являются длина свивки (шаг), скорость вращения, емкость шпульки и точность контроля натяжения — эти четыре фактора определяют конечное качество и консистенцию скрученного продукта.
Длина укладки (шаг)
Длина свивки — это осевое расстояние вдоль кабеля, на котором один провод совершает один полный спиральный оборот. Это один из важнейших параметров качества при производстве многожильного кабеля. При более короткой длине свивки получается более гибкий кабель с более высоким электрическим сопротивлением из-за большей длины провода на единицу длины кабеля. Такие стандарты, как IEC 60228, определяют диапазоны длин свивки для разных классов проводов — например, гибкие проводники класса 5 должны иметь длину свивки, не превышающую 16 диаметров отдельного провода, а многожильные проводники класса 2 допускают длину свивки до 25 диаметров провода.
Скорость скручивания и скорость вращения
Скорость линии (м/мин) и скорость вращения люльки/флайера (об/мин) вместе определяют длину укладки и производительность. Для скруточной машины, производящей провод длиной свивки 50 мм при скорости линии 60 м/мин, опора должна вращаться со скоростью 1200 об/мин (60 м/мин ÷ 0,05 м/об). Современные высокоскоростные машины для производства труб достигают скорости 1500–2000 об/мин для производства тонкой проволоки. Увеличение скорости линии без пропорционального увеличения вращения приведет к изменению длины свивки и электрических и механических свойств кабеля.
Емкость и количество шпуль
Количество и размер бобин, которые может нести крутильная машина, напрямую определяют, какие конструкции кабеля она может производить. 7-бобинная трубчатая машина производит 1–6 конструкций (одна центральная проволока плюс шесть внешних проволок). 61-бобинная машина позволяет изготавливать сложные многослойные конструкции, включающие 1 6 12 18 24 = 61 проволочную жилу. Диаметр шпульки (обычно от 200 до 800 мм) определяет, сколько проволоки можно загрузить за один производственный цикл, что напрямую влияет на эффективность производства и частоту остановок замены шпуль.
Система контроля натяжения
Контроль напряжения, пожалуй, самый сложный аспект современной крутильная машина дизайн. Каждую проволоку необходимо подавать с правильным натяжением на протяжении всего цикла истощения шпульки — слишком высокое натяжение приводит к удлинению проволоки и уменьшению ее диаметра; слишком низкий уровень приводит к рыхлой закладке и образованию волн. В современных машинах используются программируемые тормоза натяжения с обратной связью по танцору, поддерживающие натяжение отдельной проволоки в пределах ±1–2% на протяжении всего цикла истощения шпульки. Системы натяжения с сервоприводом с замкнутым контуром увеличивают стоимость машины на 15–30%, но уменьшают изменение сопротивления проводника с ±5% до менее ±1%.
Система закрытия штампов
Форма замыкающего элемента определяет конечную геометрию многожильного проводника. Круглые закрывающие матрицы производят стандартное круглое поперечное сечение для большинства кабелей. Секторные матрицы производят секторы трапециевидной или D-образной формы, используемые в многожильных силовых кабелях для минимизации диаметра кабеля. Компактные (или сжатые) скруточные матрицы сжимают провод до 90–92 % его номинального круглого сечения, уменьшая общий диаметр кабеля на 8–12 % — значительная экономия материала при крупносерийном производстве кабеля.
Применение крутильных машин в основных отраслях промышленности
Крутильные машины незаменимы в энергетике, телекоммуникациях, строительстве, аэрокосмической и автомобильной отраслях — любая отрасль, которая использует кабели, проводники или тросы, напрямую зависит от производительности крутильных машин.
| Промышленность | Тип продукта | Тип крутильной машины | Ключевое требование |
| Энергетические предприятия | Жилы кабеля ВН/СВВ | трубчатый (multi-layer) | Большое сечение проводника |
| Телекоммуникации | Сердечники оптоволоконного кабеля | SZ Stranding | Высокая скорость, отсутствие нагрузки на волокна |
| Строительство / Гражданское | Тросы, тросы мостовых вант | Планетарный / Лук | Нет back-twist, high break load |
| Автомобильная промышленность | Проводники жгута проводов | Группировка / High-speed tubular | Тонкая проволока, высокая гибкость |
| Нефть и Газ/Морской флот | Бронированные подводные кабели | Лук/жесткая планетарная передача | Коррозионная стойкость, прочность на разрыв |
| Возобновляемая энергия | Кабели для ветряных турбин | трубчатый (compact strand) | Гибкость при кручении, устойчивость к ультрафиолетовому излучению. |
Таблица: Применение крутильных машин в ключевых отраслях с указанием типов продукции, конфигураций машин и основных технических требований.
Крутильная машина и кабельная машина: в чем разница?
Скруточная машина объединяет отдельные провода в многожильный проводник, а кабельная машина собирает несколько изолированных жил, наполнителей и экранирующих слоев в готовый многожильный кабель — эти два этапа являются последовательными производственными этапами, а не взаимозаменяемыми машинами.
Это различие важно для производителей кабеля, планирующих производственные линии. Крутильная машина работает с голыми или эмалированными проводами — на ее выходе получается многожильный провод, который в дальнейшем будет изолироваться. Кабельная машина (также называемая машиной для укладки кабеля или машиной для сборки кабеля) берет изолированные жилы, каждая из которых уже содержит многожильный проводник, и скручивает их вместе с наполнителями, лентами, экранами и оболочками, чтобы сформировать полноценный многожильный кабель.
| Особенность | крутильная машина | Кабельная машина |
| Входной материал | Голые/эмалированные одиночные провода | Изолированные жилы проводников |
| Выходной продукт | Многожильный проводник | Многожильный кабель в сборе |
| Этап процесса | Ранний (формирование проводника) | Поздно (кабельная сборка) |
| Диаметр элемента | проволока 0,05–10 мм | Изолированные жилы диаметром 5–150 мм. |
| Типичная скорость | 20–500 м/мин | 2–30 м/мин |
| Дополнительные функции | Уплотнение, формирование секторов | Лента, заполнение, экранирование |
Таблица: Параллельное сравнение крутильных и кабельных машин по функциям, входу/выходу и стадии процесса.
Руководство по покупке крутильной машины: ключевые факторы, которые следует оценить перед покупкой
Выбор крутильной машины требует оценки шести важнейших факторов: ассортимент продукции, требуемая выходная скорость, размер и количество бобин, уровень автоматизации, занимаемая площадь и послепродажная поддержка — и ошибка любого из этих факторов может привести к тому, что машина с первого дня не будет выполнять запланированный производственный план.
1. Сначала определите свой портфель продуктов
Прежде чем оценивать какую-либо конкретную машину, составьте карту всего диапазона размеров проводов, диаметров проводов, длин свивки и конструкций скрутки, с которыми должна работать ваша производственная линия. Машина, оптимизированная для проводов сечением 1,5–10 мм², не будет хорошо работать при производстве компактных многопроволочных проводников сечением 400 мм², даже если это технически возможно. Многие производители предлагают модульные крутильная машинаs которая может быть переконфигурирована с использованием различных шпульных люлек или систем закрывающих штампов для покрытия более широкого ассортимента продукции без покупки нескольких машин.
2. Рассчитайте необходимый объем производства.
Рассчитайте требуемую ежемесячную производительность проводов в тоннах или километрах, а затем действуйте в обратном направлении, чтобы определить минимальную требуемую скорость линии и часы работы. Например, для производства 500 км/месяц многожильного провода сечением 25 мм² при 80% готовности оборудования требуется скорость линии примерно 80 м/мин при работе в 2 смены в день. Покупка машины со скоростью 40 м/мин для этого спроса немедленно создаст узкое место в производстве.
3. Система автоматизации и управления.
Современные крутильные машины доступны с системами управления на базе ПЛК, начиная от базовой настройки параметров и заканчивая полностью автоматизированным управлением рецептами, онлайн-мониторингом качества и интеграцией данных Индустрии 4.0. Автоматический контроль длины укладки, мониторинг натяжения в реальном времени с помощью систем сигнализации и автоматическое увеличение/снижение скорости при исчерпании бобины могут снизить процент брака на 30–50% по сравнению с машинами с ручным управлением. Дополнительные капитальные затраты на усовершенствованную автоматизацию обычно окупаются через 12–24 месяца за счет сокращения отходов материалов и затрат на рабочую силу при крупносерийном производстве.
4. Требования к занимаемой площади и установке
61-бобинная крутильная машина для производства крупных проводников может иметь длину 15–25 метров и массу 20–50 тонн, требуя железобетонного перекрытия с котлованом и виброизоляцией. Линии скрутки оптоволоконных кабелей SZ, хотя и работают на очень высоких скоростях, имеют более компактную площадь — обычно 8–15 метров — из-за отсутствия вращающихся опорных масс. Планируйте планировку завода и мощность крана наряду с выбором оборудования, поскольку недооценка требований к установке может добавить 15–25 % к общей стоимости проекта.
5. Послепродажная поддержка и наличие запасных частей.
Закрывающие плашки, натяжные тормозные колодки, подшипники шпульки и опорные подшипники являются расходными компонентами в любом крутильная машина . Убедитесь, что производитель имеет местный или региональный склад запасных частей, предлагает гарантированное время реагирования на критические поломки (в идеале менее 48 часов) и обеспечивает обучение операторов в рамках пакета ввода в эксплуатацию. Простой скруточной машины на кабельном заводе может стоить 5000–50 000 долларов за смену в зависимости от масштаба производства — качество послепродажного обслуживания не является второстепенным фактором.
Стандарты качества и испытания многожильных проводников
Многожильные проводники, изготовленные на крутильных машинах, должны соответствовать IEC 60228, ASTM B8 или эквивалентным национальным стандартам, которые определяют класс проводника, максимальное сопротивление, минимальную гибкость и допуски на размеры — соответствие этим стандартам является обязательным для кабельной продукции на большинстве регулируемых рынков.
МЭК 60228 делит многожильные проводники на четыре класса в зависимости от гибкости и конструкции:
- Класс 1: Сплошные жилы — не производятся на крутильных машинах
- Класс 2: Многожильные провода для стационарной прокладки — трубчатые многожильные, относительно большая длина свивки.
- Класс 5: Гибкие проводники — тонкая скрутка проводов, короткая длина свивки, для гибких шнуров и портативного оборудования.
- Класс 6: Сверхгибкие проводники — тончайшая связка проволок, самая короткая скрутка для сварочных кабелей и очень гибких применений.
Ключевые тесты качества, выполняемые на выходе многожильных проводов из скручивающих машин, включают измерение сопротивления постоянному току в соответствии со стандартом IEC 60228, проверку размеров (измерение внешнего диаметра, округлость), проверку длины скрутки и испытания на изгиб (количество циклов изгиба до разрушения) для классов гибких проводов.
Часто задаваемые вопросы о крутильных машинах
Вопрос: В чем разница между крутильной машиной и машиной для волочения проволоки?
Волочильный станок уменьшает диаметр отдельной проволоки, протягивая ее через все меньшие по размеру матрицы — он производит отдельные проволоки точного диаметра из более толстого стержня. Крутильная машина берет несколько уже протянутых отдельных проводов и скручивает их вместе в многожильный провод. Две машины работают последовательно в производственном процессе: сначала волочение проволоки, затем скрутка. Полная линия по производству проводников обычно включает в себя машину для разрушения стержней, машины для промежуточного и тонкого волочения проволоки, оборудование для отжига, а затем крутильную машину.
Вопрос: Почему в большинстве случаев многожильный провод лучше, чем одножильный?
Многожильный провод превосходит одножильный провод того же сечения по трем основным параметрам. Во-первых, гибкость: многожильный провод можно многократно сгибать без усталостного разрушения металла, тогда как одножильный провод с эквивалентной токовой нагрузкой растрескивается после относительно небольшого числа циклов изгибания. Во-вторых, токопроводимость в цепях переменного тока: скин-эффект заставляет переменный ток течь преимущественно по внешней поверхности проводников — многожильные проводники с большей площадью поверхности на единицу объема более эффективно переносят переменный ток, поэтому в больших силовых кабелях всегда используются многожильные проводники. В-третьих, отказоустойчивость: при обрыве одной жилы из-за механического повреждения проводник продолжает функционировать, тогда как обрыв сплошного проводника является полным выходом из строя.
Вопрос: Сколько проводов может обрабатывать скруточная машина одновременно?
Это полностью зависит от конструкции и размера машины. Трубчатые скруточные машины начального уровня обрабатывают 7 проволок (конструкция 1-6), тогда как большие промышленные машины вмещают 19, 37, 61 или даже больше бобин для многослойных скрученных конструкций. Машины для пакетирования очень тонкой проволоки могут одновременно обрабатывать 100 отдельных проволок за один проход. Очень большие проводники, такие как проводники Milliken площадью 2500 мм², используемые в высоковольтных кабелях постоянного тока, производятся путем первой скрутки подсегментов на многокруточных машинах, а затем сборки сегментов в конечный проводник на кабельной машине.
Вопрос: Какое обслуживание требует крутильная машина?
График технического обслуживания крутильной машины включает смазку подшипников люльки (обычно каждые 500–1000 часов работы), проверку и замену натяжных тормозных накладок, контроль износа закрывающих матриц (для сохранения геометрии проводника матрицу необходимо заменять, если диаметр отверстия превышает номинальный более чем на 0,1 мм), проверку ремня и зубчатой передачи, а также замену подшипников шпульки. Современные машины с мониторингом состояния ПЛК могут предупреждать операторов об износе подшипников посредством анализа вибрационных характеристик до того, как произойдет сбой — программы профилактического обслуживания сокращают время незапланированных простоев на 40–60 % по сравнению с плановым интервальным обслуживанием.
Вопрос: Может ли скруточная машина производить алюминиевые проводники так же хорошо, как и медные?
Да. Одна и та же трубчатая или планетарная крутильная машина может обрабатывать как медную, так и алюминиевую проволоку, поскольку принцип скрутки не зависит от материала. Однако существуют важные различия в настройке. Алюминиевая проволока значительно мягче медной и более восприимчива к повреждению поверхности направляющими компонентами, поэтому требуются гладкие, полированные направляющие элементы с большим радиусом контакта. Алюминий также менее легко затвердевает, чем медь, поэтому необходимо уменьшить настройки натяжения (обычно на 30–40%), чтобы предотвратить удлинение проволоки. Для производства ACSR (алюминиевых жил, армированных сталью) используются дуговые крутильные станки или специализированные машины для производства труб с центральной системой отдачи стального сердечника для укладки алюминиевых жил на заранее установленный стальной сердечник.
Вопрос: Что такое обратная скрутка в крутильной машине и почему она имеет значение?
Обратная скрутка происходит в скручивающих машинах, потому что бобины вращаются вместе с люлькой — это означает, что каждая проволока не только скручивается вокруг оси кабеля, но и подвергается обратному вращению вокруг своей оси по мере окупания. Для медных проводников обратная скрутка, как правило, безвредна. Однако при производстве стальных канатов обратная скрутка вызывает внутренние напряжения, которые снижают прочность каната на разрыв на 5–15 % и могут привести к его вращению под нагрузкой, что является опасной характеристикой для подъемных устройств. Планетарные (жесткие) крутильные машины полностью исключают обратное скручивание за счет вращения катушек в противоположном направлении против вращения люльки, поэтому они являются стандартом для проволочных канатов и армирования.
Заключение: почему крутильные машины остаются центральным элементом современного производства кабеля
Крутильная машина — это не просто заводское оборудование, это технология, лежащая в основе каждой электрической сети, телекоммуникационной системы и структурного кабеля в современном мире.
От простейшей 7-проводной машины для производства гибкой бытовой электропроводки до самой современной линии скрутки SZ, производящей 1000-волоконные оптические кабели со скоростью 500 м/мин, — основная задача каждой крутильная машина То же самое: превратить отдельные провода в единую оптимизированную структуру, которая более прочна, гибка и электрически эффективна, чем любой из ее отдельных компонентов.
Поскольку глобальный спрос на энергетическую инфраструктуру, высокоскоростные сети передачи данных, электромобили и системы возобновляемых источников энергии продолжает расти, крутильные машины находятся в самом начале цепочки поставок, которая делает все это возможным. Выбор правильного типа — трубчатого, планетарного, дугообразного, группового или SZ — и правильное его определение для целевого диапазона продукции, скорости и стандарта качества — это наиболее важное инженерное решение, которое примет производитель кабеля. Сделайте все правильно, и машина будет надежно производить миллионы метров совместимой и стабильной продукции в течение 20 и более лет.






")
")


")
